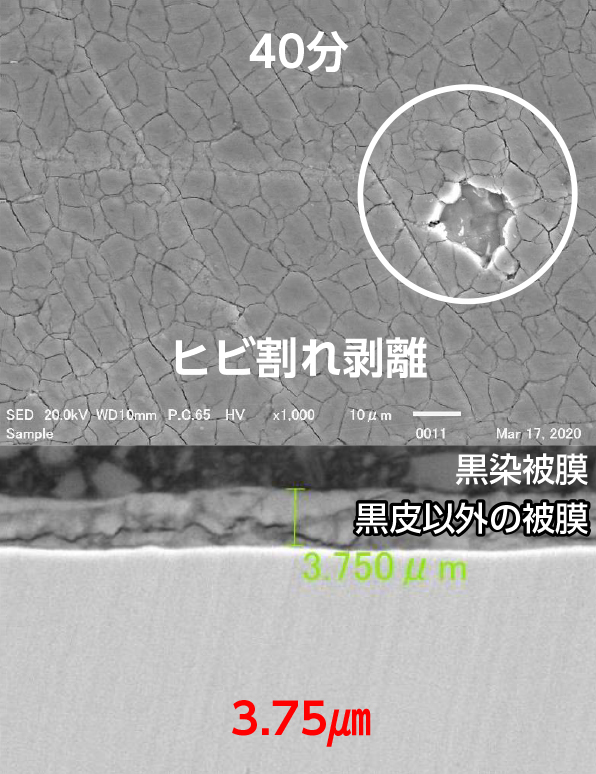
還元ガス、不活性ガスなどによる雰囲気熱処理やソルトバス処理された鋼材は、表層の結晶構造が変態し(a. 組織細粒化、b. Fe原子の化学結合、c. 脱炭など)、通常の黒染処理では被膜不良が発生してしまいます。通常は1~2㎛で成長が止まる黒染皮膜が厚くなり続け、ヒビ割れ剥離(光沢を失い色むら発生)を起こします。このため、結晶構造が変化した鋼材の黒染めには専用の黒染剤と処理方法が必要となります。
「ネオフェロマイト・プラス」は、雰囲気熱処理、ソルトバス処理された難黒染鉄鋼材の黒染めに対応しています。生材から鋳物まであらゆる黒染加工が可能です。
※ご使用前に必ず「使用説明書」をご一読いただき、煮沸温度や時間などの加工条件を遵守してください。尚、「使用説明書」は弊社迄メールにてお問い合わせください。
・雰囲気熱処理やソルトバス処理、磁器焼鈍処理された難黒染鋼材も、光沢の喪失や剥がれ、染み等の被膜不良を抑えて綺麗に仕上げます。尚、それ以外の一般的な鉄鋼材の黒染めにもご使用頂けます。
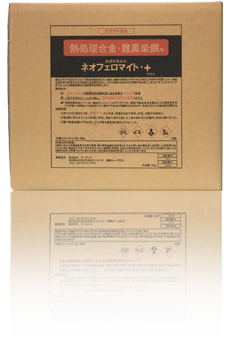
1,000℃前後の高温で数時間に渡り焼き入れされる熱処理は、鋼材表層組織構造が変化(a. 組織細粒化、b. 表層の鉄原子と窒素等他原子との化学的結合(i.e. Fe2N、Fe3N等)、c. 脱炭・炭化、d. 表層直下の残留オーステナイトによる表層脆弱化・剥離)します。この状態の鋼材に黒染め(酸化処理)を行うと、表面がもろくなり表層剥離を起こします。
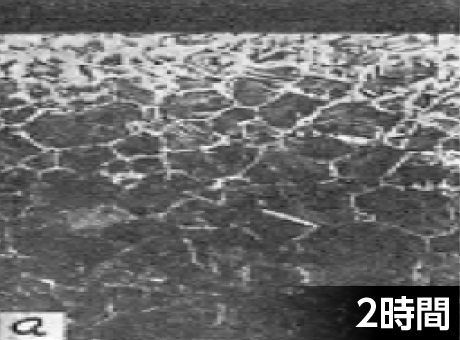
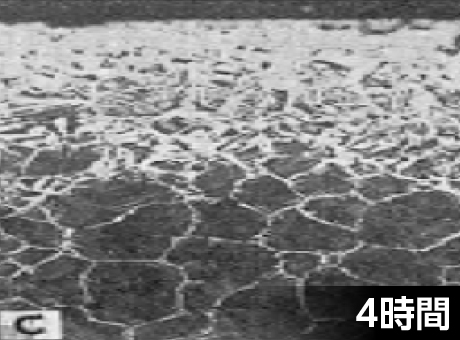
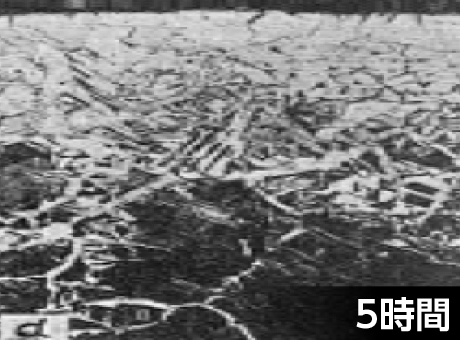
出典: 炭素鋼の表面脱炭と疲労強さとの関係についての研究(第1報) (材質:炭素鋼、試験方法:ソルトバス 920℃)
【磁気焼鈍(窒素雰囲気)処理鋼材の組織細粒化及び脱炭の影響による黒染不良】
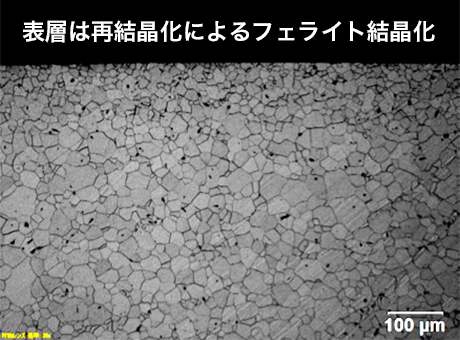
窒素雰囲気で処理された鋼材断面は、表層組織の細粒化が観察され(写真a.)、黒染被膜全面に酷い色ムラが発生(写真b.)。 黒染不良個所表面には、黒染前・後に脱炭による炭素原子が多く観測されます。
【a. 焼鈍処理後の金属断面写真】
【b. 黒染処理後の色ムラ不良】

(材質:SPH 出典:(株)オーネックス)
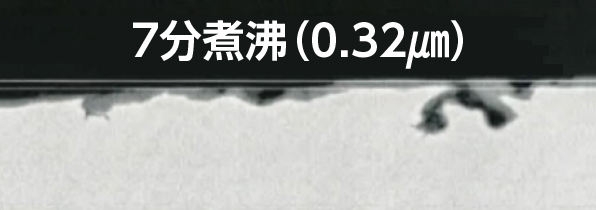
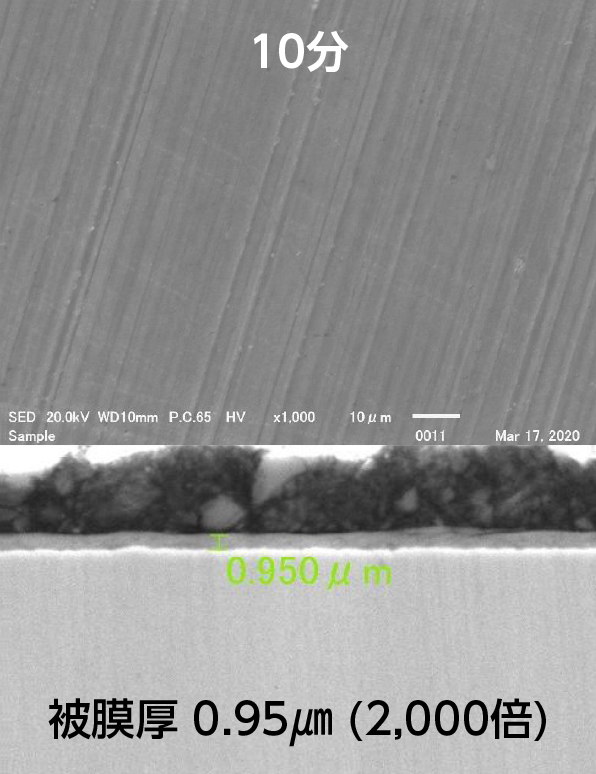
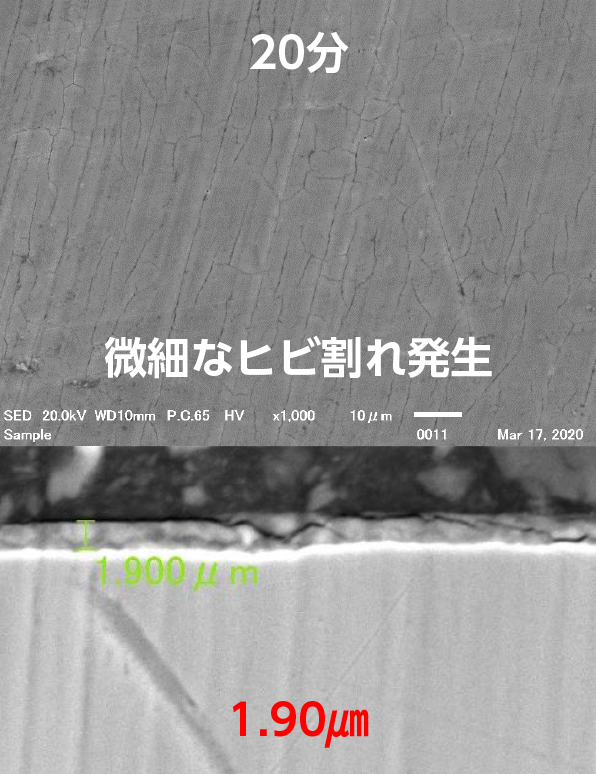
通常の黒染めによる四三酸化鉄皮膜は、20分程度の煮沸(鋳物、超鋼を除く)で約1㎛に達し(表面凹凸により0.4~2.0㎛)、その後何時間煮沸を続けても皮膜厚に変化は起こりません。
(出典:Audec)
材質:SUJ バネ材、電子顕微鏡-装置:JXA-8500F 加速電圧(kV):15.00 写真倍率:x5,000 画像:COMPO(反射電子組織像)
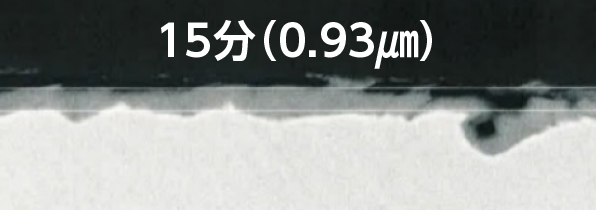
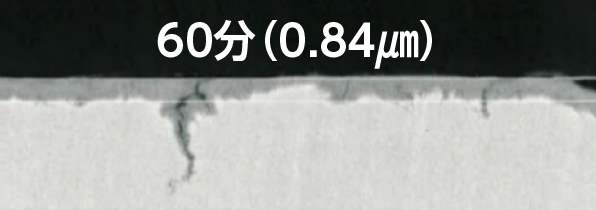
これに対し、雰囲気熱処理された鋼の黒染被膜は、四三酸化鉄被膜の下にそれ以外の被膜が煮沸時間に比例して成長し続け、黒染被膜の堆積、ヒビ割剥離を起こします。
金属光沢が無くなり、染みや色むら、スス汚れを発生









(材質:KD61、SCM 雰囲気:窒素、真空浸炭)
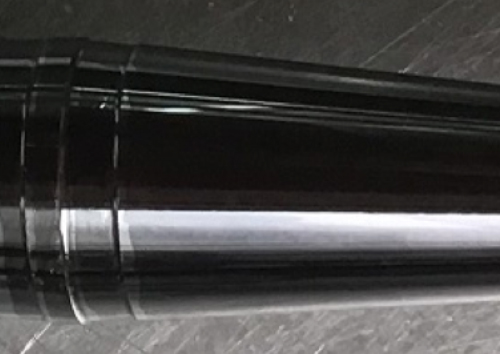
被膜の堆積剥離を起こすことなく、金属光沢を維持したまま漆黒の黒染被膜を形成します。





※ご使用に際しては、必ず「使用説明書」をご入手(info@audec.co.jpまでお問い合わせください。)の上、記載されている加工条件、加工方法を遵守してご使用ください。
※黒染評価をご希望の場合、小型部品をお送り頂けましたら、黒染加工の上返送させて頂きます。
部品平面が網かごや部品に密着した状態で加工すると跡が残るため、平面部が多い部品は針金で吊り下げるか、立て掛けて加工してください。
部品形状に応じた治具の開発が綺麗かつ効率の良い黒染めのポイントです。
設定温度内で煮沸状態の液に部品を投入してください。沸騰が治まる時間を2~3分程度に抑えるのが理想です。定期的に注水を行い、常時規定温度域内で沸騰状態を維持してください。
※サーモスタット機能は高めに設定して安全装置としてのみ使用します。
黒染後の部品表面が熱い状態で空気に触れると、瞬時に赤味を帯びます。黒染槽から水洗槽への移動は10秒程度で素早く行い、ワーク中心部まで充分に冷却させてください。
最終すすぎ水は綺麗な状態に保ってください。黒染液が混入して汚れたすすぎ水で仕上げると、数日で粉吹きを起こし粒錆が発生します。 最終すすぎ水は、オーバーフロー+毎日交換し、流水でのシャワー仕上げをお薦めします。
※袋穴はすすぎ後にエアーブローが必須
〒141-0022 東京都品川区東五反田3-14-13 高輪ミューズビル2F
TEL:03-6447-7461 FAX:03-6447-7405
Copyright © Audec Corporation. All Rights reserved.